以下是TPE脚垫片材挤出机的生产流程及关键设备说明,结合了搜索结果中的高可信度信息:
核心生产流程
原料准备
使用TPE颗粒(如SEBS基材),通过螺旋上料机输送至不锈钢料斗。
熔融挤出
单螺杆挤出机(如JDL-150型)加热熔融物料,料筒温度控制为160-210℃,螺杆长径比32:1,氮化处理(HRC65-70)。
液压板式换网器过滤杂质,熔体泵稳定压力。TPE脚垫片材挤出机_汽车内饰片材挤出机
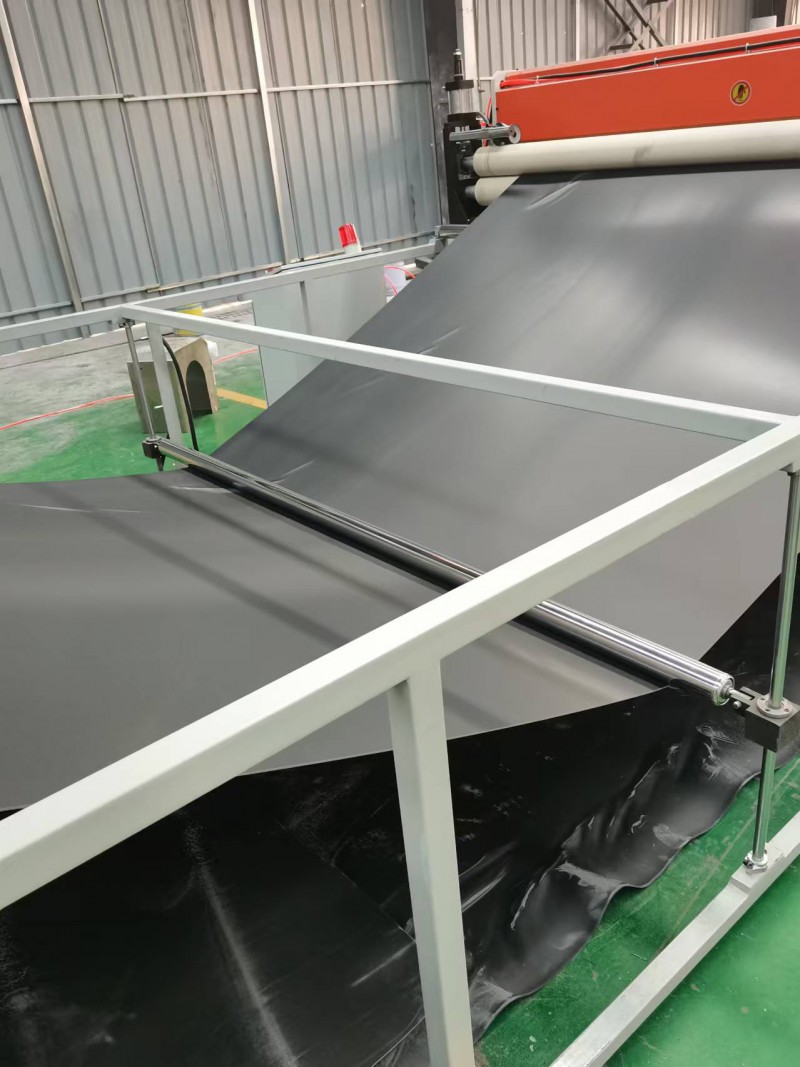
成型与压光
熔体通过模具挤出片材,经三辊压光机冷却定型(厚度公差±0.10mm)。
压光辊可定制花纹(如防滑纹理)。
冷却与牵引
片材通过冷却托架降温,牵引装置控制速度(制品宽度可达1200-1500mm)。
闭环循环冷却系统(专利技术)无需外接水源。TPE脚垫片材挤出机_汽车内饰片材挤出机
切割与收卷
计米器测量长度后,由切刀装置分切或双工位收卷机收卷。
部分生产线配备剪板机裁剪成品。
二、关键设备配置
设备名称 参数/功能
单螺杆挤出机 功率110kW,螺杆直径φ150mm,氮化处理
三辊压光机 带模温机控制,压花辊可定制
液压换网系统 自动过滤杂质,减少停机时间
牵引装置 变频调速,适配不同厚度片材(如3-4mm)
常见问题与优化
温度控制:料筒温度过高易导致降解,需根据配方调整(如邵氏A50 TPE建议160-210℃)。
压力不稳:检查熔体泵或换网器堵塞情况。TPE脚垫片材挤出机_汽车内饰片材挤出机
表面缺陷:优化模具流道设计,避免缩痕或泛白。