以下是隔音片材挤出机的生产流程详解,结合设备配置与工艺要点:
原料预处理
原料选择与配方
常用基材:PVC、EVA、PE等树脂,搭配无机填料(如碳酸钙)、偶联剂、润滑剂等。
示例配方:PVC基材(27.6-70.4%)+ 无机填料(28-68%)+ 偶联剂(0.4-1.5%)。
混料工艺 隔音片材挤出机_TPE脚垫片材挤出机
高速混合:升温至70℃后冷却至常温,确保原料均匀分散。
强制喂料:通过锥双强制喂料机将原料推送至挤出机螺杆。
挤出成型核心流程
挤出机操作
设备选择:单螺杆(适用于PVC/EVA)或双螺杆(用于高填充改性材料)。
温度控制: 隔音片材挤出机_TPE脚垫片材挤出机
双螺杆挤出机料筒温度100-170℃,机头温度140-200℃。
单螺杆需分段控温(如PVC:加料段120-140℃,均化段160-180℃)。
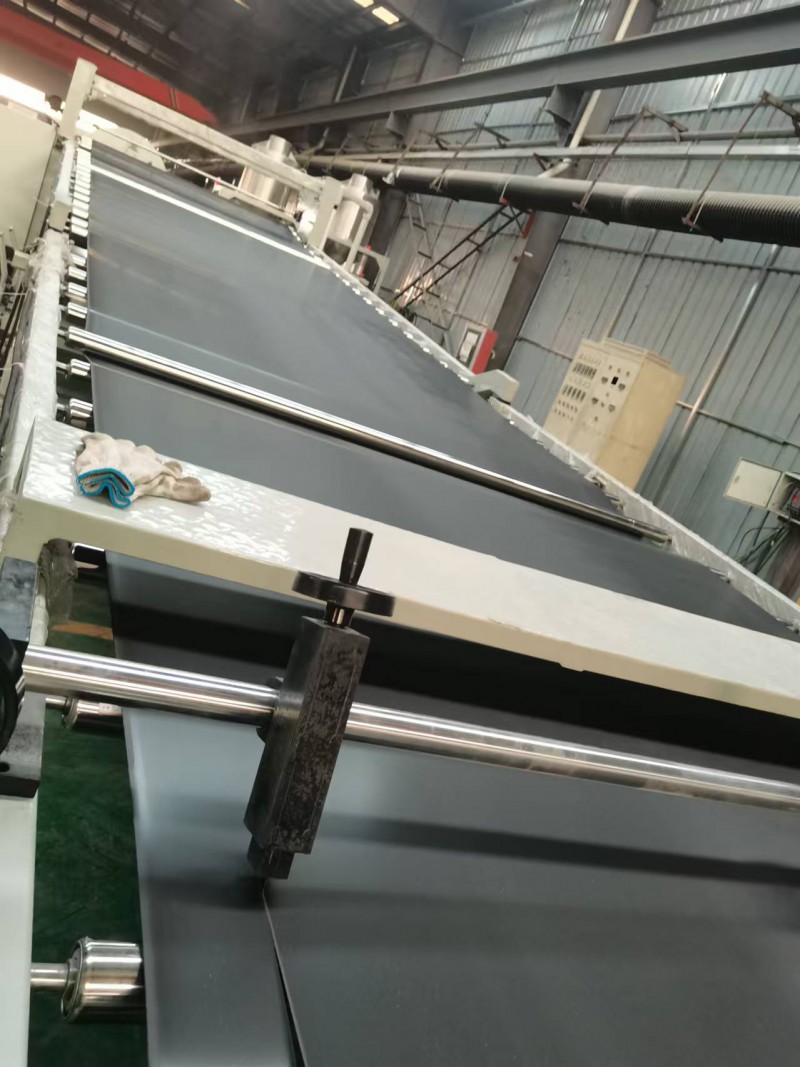
模具与定型
模具设计:流道需均匀,避免滞留或冷却不均,型腔尺寸需考虑材料收缩率。
三辊压光:上辊60-70℃,中辊80-90℃,下辊70-80℃,距离模具口50-100mm。
冷却定型:通过冷却托架散热,确保片材尺寸稳定。
后处理与质检
覆膜与切割 隔音片材挤出机_TPE脚垫片材挤出机
可选覆膜机构(如无纺布/牛津布)增强功能性。
牵引速度略快于挤出速度,避免收缩,切割为设定长度。
质量检验
厚度均匀性(如3mm±0.1mm)、表面无气泡/划痕。
隔音性能测试(如阻尼降噪效果)。
设备配置示例
典型生产线:强制喂料机→单螺杆挤出机→三辊压光机→冷却托架→覆膜机→牵引切割。
多层复合线:共挤流延法生产高阻隔性片材(如汽车内饰隔音层)。
常见问题与解决 隔音片材挤出机_TPE脚垫片材挤出机
问题现象 可能原因 解决方案
表面鱼鳞斑 压光辊温度不均 调整辊温或清理辊面
厚度不均 模具流道堵塞 检查模具并清理
楼层防敲击隔音卷材 http://www.bsjdl.com/sell/show.php?itemid=31244
房间隔音卷材 http://www.bsjdl.com/sell/show.php?itemid=31819
建筑隔音垫 http://www.bsjdl.com/sell/show.php?itemid=32004
屋顶隔音片材材料 http://www.bsjdl.com/sell/show.php?itemid=32003